Pájením přetavením
Pájením přetavením (reflow soldering)
Pájení přetavení, reflow soldering, patří k nejpoužívanější technologií hromadného pájení. V přetavovacích pecích, jež se používají v průmyslu elektronických sestav, je primární teplo téměř výlučně odvozeno z elektricky napájených zdrojů, jež vyzařují svoji tepelnou energii. Zvyšováním elektrického příkonu tyto zdroje zvyšují svůj tepelný výkon, čímž poskytují obsluze určitou míru ovládání; to je zvlášť důležité v „pásmových, zónových“ přetavovacích pecích. Výchozím pájecím materiálem je pájecí pasta SMD, směs pájecí slitiny a pájecího tavidla. (Pájecí pasta s cínem)
Pájecí pasta
Pájecí pasty jsou směsi kovové složky - pájecích zrn a organické složky - tavidla (soldering flux). Obvyklé složení pájecí pasty je: 90 % pájecích zrn a 10 % pájecího tavidla (flux soldering). Dnes jsou v hromadné výrobě běžné vyšší hustoty osazovaných součástek, menší součástky a jemnější rastry (0,5 mm a 0,4 mm). Z tohoto důvodu musí pasty vykazovat rovnoměrné, velice jemné zrnění s velmi malým rozptylem průměru zrn.
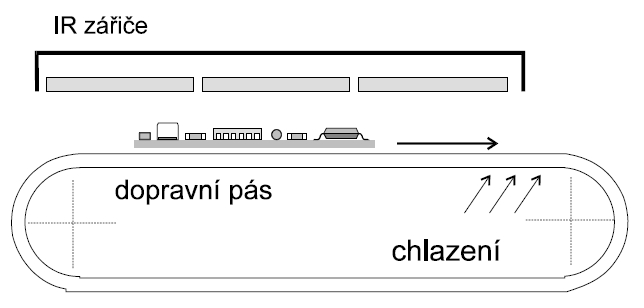
Pájení infračerveným zářením
Protože přetavovací pece obsahují vzduch, vyzařování tepla implicitně vzniká jako prvek přirozeného proudění. Vyzářená energie kterékoliv části elektromagnetického spektra může zahřát těleso, nicméně z praktických důvodů jsou nejužitečnější vlnové délky v rozsahu 0,1 μm až 100 μm. Tento rozsah zahrnuje některé ultrafialové (UV) složky, viditelné světlo a infračervené složky (IR). I když se často hovoří o „IR“ přetavení“, je tento termín poněkud zavádějící a správněji by se mělo hovořit o „přetavení zářičem“.
Jsou zde i nevýhody. Nevýhoda souvisí s měnícími se charakteristikami pohlcování tepla součástkami elektronické sestavy. Pohlcování je ovlivňováno vlnovou délkou záření, tepelnou hmotou a do značné míry i barvou. Tmavší barvy obecně pohlcují více vyzářeného tepla, zvláště ze „vzdáleného“ konce spektra, což znamená, že černé součástky se ve srovnání s pájecí pastou zahřívají rychleji. Výsledkem je, že citlivé součástky jsou vystaveny působení potencionálně škodlivých teplot, aby mohla být pájecí pasta zahřátá nad teplotu bodu tavení. Tento efekt se poněkud zmírňuje tím, že je sestava vystavena vlivu různých vlnových délek, takže je zahřívání méně závislé na infračerveném záření ze vzdáleného konce spektra.
Další nevýhodou je účinek stínění. Vyzářené teplo působí „ve směru pohledu“ přímočaře. Jinými slovy řečeno, je-li pájený spoj ukryt za některou součástkou vzhledem k primárnímu zdroji tepla, pak se účinnost ohřevu zářením podstatně snižuje. Tento problém je možno zmírnit pečlivým návrhem rozmístění součástek na desce a konstrukcí zdroje tepla.
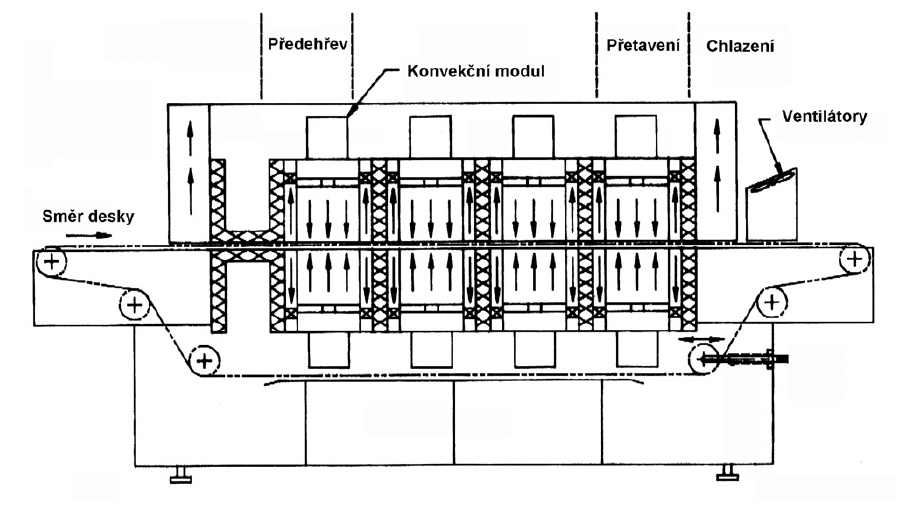
Konstrukce s osmi konvekčními zářiči
Ideálním řešením pecí je nucené proudění (konvekci) jako primárního mechanismu přenosu tepla. Tento způsob je dosti oblíbený, protože překonává některé nevýhody přenosu tepla zářením. Primární zdroj tepla, jenž pracuje s vyšší teplotou než tepelný zářič, zvyšuje teplotu místního ovzduší a výkonné ventilátory vhánějí zahřátý plyn do pece
Řízení procesu v peci s nuceným prouděním je určováno především časem; čím déle je deska plošných spojů v zahřátém pásmu, tím těsněji (asymptoticky) se přiblíží teplotě plynu. Přednost spočívá v tom, že v kterémkoliv okamžiku se teplota kteréhokoliv místa sestavy rovná teplotě zbytku desky. Přetavení nuceným prouděním je tudíž rovnovážný proces, jenž je vnitřně lépe reprodukovatelný. Znakem dobrého stroje je pečlivá pozornost věnovaná průtoku plynu pecí, takže teplota je po celé délce a šíři tunelu stejná. Pájecí profil je odvozen především od profilu pájecí pasty, následně velikosti DPS, integrace SMD a počtem vrstev DPS.
Přednosti přetavení nuceným prouděním tedy jsou:
- přesné řízení teploty,
- nižší náklady na zařízení,
- vysoký výkon,
- necitlivost k barvám (nulová selektivita),
- pájení po obou stranách.
Teplotní profil pájení přetavení
Teplotní profil musí být vždy odzkoušen. Není možné vycházet pouze z profilu doporučeného výrobcem pájecí pasty. Různé osazené desky plošných spojů mají odlišné povrchy, velikost povrchu, různé barevné provedení, atd. Tyto činitele ovlivňují působení tepla na desku, proto je vždy nutno vytvořit na každý druh desky nový teplotní profil.
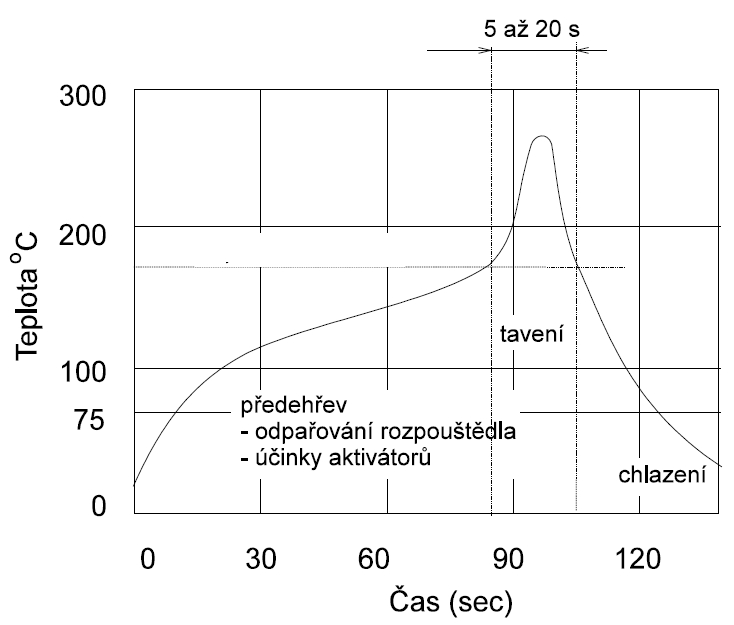
Teplotní profil pájení přetavením infračerveným zářením nebo nuceným proděním.

